|
|
|
||
|
|
|
||
|
|
|
||
|
|
|
|
|
||
|
|
|
||
|
|
|
|
||||||||||||||||||||
|
||||||||||||||||||||
|
团队负责人: 李郝林 教授,博士生导师,上海市机械工程学会副理事长、制造技术与装备专业委员会主任委员,机械工业精密磨削技术重点实验室主任。主要从事数控技术、精密检测与智能控制方向的研究工作,主持与负责多项国家科技重大专项、上海市科委重大研究项目、上海市重大技术装备研制专项等项目,获上海市科技进步一等奖、中国机械工业科技进步一等奖、上海市科技进步二等奖等多项奖。担任《材料热处理学报》,《金属热处理》编委,《上海有色金属》主编。
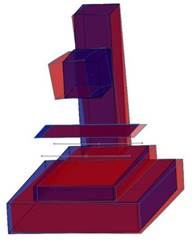
一、机床动态性能测试与分析 开发了基于运行模态分析(OMA)的机床动态性能测试与分析技术,其技术特点为无需人工激励,通过借助环境振动如地基振动作为激励、机床运行产生的振动即可满足采集要求。采集信号只涉及输出响应信号,无需激励信号,且不存在锤击法中捶击所得数据不满足要求的情况,操作简单。 该技术已为沈阳机床集团、上海机床厂有限公司等测试了二十余台机床,主要解决以下几方面的问题: 1、机床生产企业的机床设计优化 沈阳机床集团I5M1.4优化案例:优化前该机床主要存在切削振动的问题。
通过BOMA方法得到I5M1.4各阶模态,其中以上第一阶振型图可以清楚看到,主轴箱振动最为剧烈,是整个机床的主要振动部件。存在的主要问题是主轴箱36Hz左右的低频对该机床的影响很大,主要是由主轴箱与导轨的连接引起的,建议增加滑块以及导轨的宽度,增加接触刚度。 2、改进措施 (1)主轴导轨由原来的4滑块增加至6滑块;
(2)主轴线轨加宽近10mm。
3、改进效果
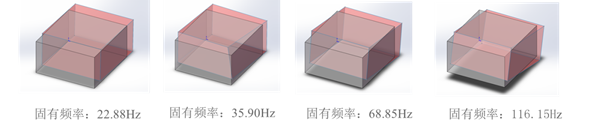
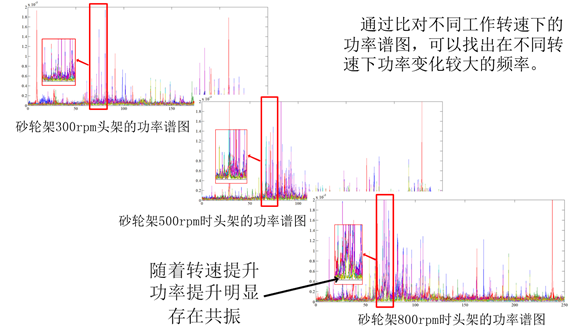
(1)36HZ处,由于主轴箱连接引起的振动能量分布大大降低; (2)高阶固有频率减少明显,高速性能明显改善。 4、机床用户企业的工艺参数优化 上海机床厂有限公司应用案例:磨床头架固有频率测试结果:
以上测试表明,随着砂轮架转速的提高,在68.85Hz附近的功率变化较大,将会引起第三阶固有频率振型的振动,在磨削工艺参数选择时,可以避免选择较高的砂轮架转速。 (1)机械设备装配质量的一致性检测 机床的性能主要取决于其动态性能,通过动态性能检测与评价可以保证其装配质量的一致性。 检测方法: (2)基于运行模态分析法获取主要加工部件和整体的固有频率、阻尼比、振型。 (3)通过测试数据分析计算测量参数的概率密度函数,并基于置信区间估计评定装配质量的一致性。
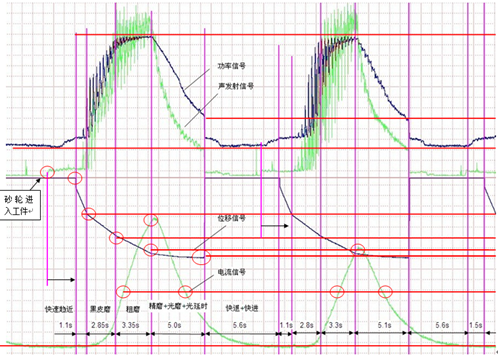
目前该检测系统已经出售给沈阳机床集团在机床装配线上使用。 二、磨削工艺优化技术 基于声发射磨削过程监测技术,开发了可视化的磨削工艺优化技术,主要提供磨削效率以及磨削精度改善技术,已经用于数十家企业磨削工艺优化之中。 应用案例: 1、磨削工序的可视化分析:
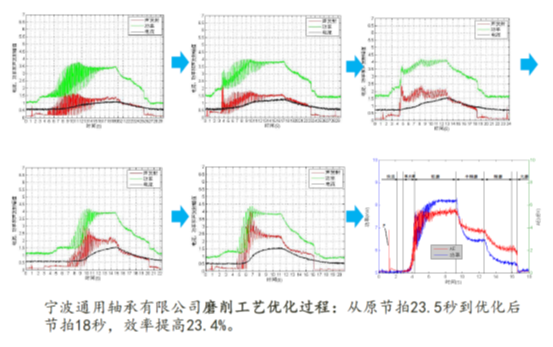
2、提高磨削效率的例子:
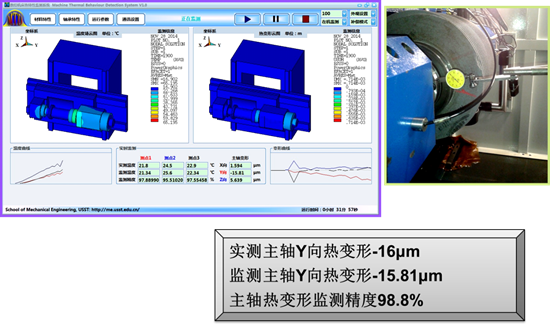
三、机床状态监测与分析技术 掌握了基于有限元仿真模型的状态监测技术,利用传感器测量信息实时修整有限元模型参数使其能够真实反映机床状态的目标,从而获得信息量大且准确的监控信息。该技术已用于秦川机床集团齿轮磨削主轴热误差的监测以及滚珠丝杆状态监测之中。 应用案例:
|
||||||||||||||||||||